手の平にのる小さなサイズ~4トン鋼塊のような大型サイズまで、1個から自由鍛造。
試作・試験鍛造の研究開発案件、大歓迎です!
●金属なら何でも叩きます
鍛造時の加熱温度が低温域であるアルミ、マグネシウムから高温域のニッケル、モリブデンの鍛造実績が豊富にございます。
他にチタン、銅、純鉄、銀、タンタル、タングステン、銀などレアメタルの鍛造もご相談承ります。
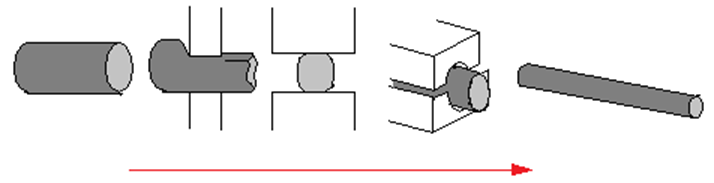
●インゴット、焼結材の鍛造
自由鍛造で材料を伸ばし(鍛伸)、圧延加工前(引抜加工前)の工程としてご用命を頂くことが多くあります。
鍛造機は2000トン油圧プレス、1.5tエアーハンマーを適宜活用し、割れること無いよう細心の注意を払います。
鍛造前の長時間ソーキングも可能。巣を潰し、鍛錬比をあげて材料強度を向上させます。
インゴットの分塊鍛造や金属缶に封入された粉末冶金材料(HIP)の自由鍛造の実績もあります。
●鍛錬比をあげる為、何度も鍛造
鍛伸、据込み、鍛伸…を何度も熱間鍛造で繰り返し、鍛錬比をあげ、機械的性質や組織の変化を観察するという研究のお手伝いもさせて頂きました。
●結晶粒の制御
お客様の希望される結晶粒を実現するため、鍛造素材、材質に応じて加熱条件、鍛造方案を検討し、実現した実績も豊富にあります。
●鍛造割れ原因の究明
お客様で鍛造した際に割れが発生してしまい、原因を究明するため、当社に声をかけて頂いた事も多くあります。
割れが起きた参考例として、鍛造後に突然割れてしまう現象が連発。
各温度域で高温引張試験を実施したところ、ある特定の温度帯に入ると脆性域に達する事で割れが発生してしまっていたことが判明。
鍛造後の冷却方法を放冷から水冷にすることで割れの防止対策をご提案できました。
鍛造中に割れてしまうとのこと。鍛造方案を拝見したところ、鍛造の伸ばし作業で加工度が大き過ぎる工程が見受けられました。
原因として、中心部に圧縮圧力と直角方向に引張応力が作用しており、割れが発生(マンネスマンきず)。
加工度を抑えることで割れが無くなりました。
●機械的性質を向上させるため冷間鍛造
汎用的なステンレスの硬度を向上させるため、2000トン油圧プレスでワークに荷重を掛け、表面硬度を上げることにも挑戦。
水素高圧環境下でアルミ合金を使用するため、強度向上目的で冷間鍛造の引合いもありました。
●鍛造温度の管理
熱処理炉管理のレベルに等しい鍛造炉を保有。放射温度計を活用し鍛造温度管理も可能です。
●鍛流線(メタルフロー)を想定
鍛造シミュレーションも保有。複雑な測定は難しいですが、単調形状でしたらお力になれるかもしれません。
~鍛造以外に出来ること~
●熱処理
熱処理は雰囲気(大気)で測定。ご要望ありましたら熱電対をワークに触れさせ、実体測温も可能です。
冷却は空冷、水冷のみとなります。1,200℃~1,400℃の高熱処理のご相談も承ります(要相談)。
●検査体制
引張試験機、硬さ試験機を保有。耐力、引張強さ、伸び、絞り、硬度は本社工場で測定可能です。
簡易的な結晶粒度の測定も可能です。
●非破壊検査
JSNDIレベル3の非破壊検査員が在籍。超音波検査(UT)で内部欠陥を保証。浸透探傷検査(PT)、磁粉探傷検査(MT)で外部欠陥の保証ができます。
超音波検査はJIS G 0587、JIS Z 2344に準拠し検査。AMS-2154、AMS-2631の超音波検査対応も可能です。
お客様からは、アルミ合金、マグネシウム合金の超音波検査(AMS-2154-ClassA)のみの依頼をうけることも多々あります。
同和鍛造の超音波探傷試験成績書の書類発行も可能です。
●短納期対応
切断-自由鍛造-熱処理-荒加工-引張試験-非破壊試験、殆どの工程を東京大田区の本社工場で対応できるので、1個から短納期で対応できます。
※当該内容は文献やメーカーから見聞した情報をもとに作成しております。諸説ありますので参考程度の情報とさせていただきます。
※スムーズにご対応させて頂く為にも、お問合せ時に仕上寸法、用途、ご希望納期、その他 背景等をご開示頂きたく願います。